Cómo hacer rosca en torno
El torneado de roscas es, sin duda, la operación que define la maestría de un tornero. No es solo una cuestión de desprendimiento de viruta; es una coreografía perfecta entre la cadena cinemática de la máquina y la sensibilidad del operario. Tras décadas equipando a la industria metalmecánica, en Heller Maquinaria hemos sintetizado este manual para aquellos profesionales que buscan la perfección geométrica y la máxima durabilidad en sus piezas mecanizadas.
A continuación, analizamos los factores críticos, la configuración avanzada y el protocolo técnico para dominar el roscado en torno.
¿Qué es el roscado en torno y cuál es su función industrial?
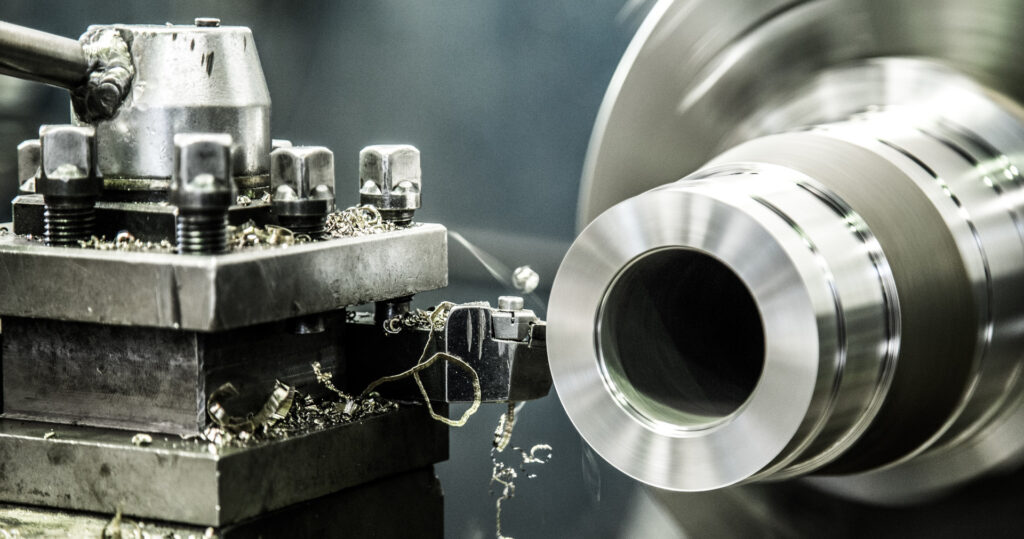
Aprender cómo hacer rosca en torno es una de las operaciones básicas que podemos realizar en el taller. No es una tarea excesivamente compleja, pero sí requiere una práctica constante para ejecutar el proceso con total fiabilidad. El roscado consiste en generar una hélice continua sobre una superficie cilíndrica (interna o externa) mediante el desplazamiento sincronizado de una herramienta de corte.
Aprender cómo hacer rosca en torno es una de las operaciones básicas que podemos realizar en el taller. No es una tarea excesivamente compleja, pero sí requiere una práctica constante para ejecutar el proceso con total fiabilidad. El roscado consiste en generar una hélice continua sobre una superficie cilíndrica (interna o externa) mediante el desplazamiento sincronizado de una herramienta de corte.

Conceptos clave: la métrica del avance helicoidal
Para realizar un roscado en torno paso a paso con éxito, debemos dominar la terminología técnica que rige el proceso:
- Paso (P): Es la distancia lineal entre dos crestas consecutivas. En el sistema métrico se mide en milímetros, mientras que en el sistema inglés se utiliza el TPI (Threads Per Inch) o hilos por pulgada.
- Avance por revolución (f): En el roscado, el avance del carro debe ser exactamente igual al paso de la rosca. Esta sincronización es lo que diferencia el roscado del cilindrado convencional.
- Ángulos de Flanco: Define la forma del «diente». Los más comunes son:
- Métrica (ISO): 60°.
- Whitworth: 55°.
- Trapezoidal: 30°.
- Diámetros de la rosca: No solo existe el diámetro exterior (Nominal). Para un ajuste perfecto, el tornero debe controlar el diámetro medio, que es donde ocurre el contacto real entre el tornillo y la tuerca.
Preparación de la pieza mediante el binomio de cilindrado y roscado
Un error común es intentar roscar sobre una superficie mal preparada. La relación entre cilindrado y roscado es la base de la precisión.
Nunca se debe roscar sobre el diámetro nominal exacto. Por ejemplo, si deseamos una rosca M20, el cilindrado previo debe dejar la pieza a 19.85 mm o 19.90 mm. ¿Por qué? Al penetrar la herramienta, el material sufre una pequeña deformación plástica que tiende a «crecer» hacia afuera. Si partimos de 20.00 mm, la rosca final será demasiado grande y la tuerca no entrará.
Al roscar a altas velocidades o en piezas con topes, es vital mecanizar una ranura al final de la trayectoria. Esta ranura permite que la herramienta «salga» del material de forma limpia, dándole al operario el tiempo necesario para retirar el carro transversal antes de invertir el giro o detener el husillo.
Herramientas y metrología: el equipo de precisión
Para lograr un torneado de roscas de calidad industrial, la selección del utillaje es determinante.
- Perfil Parcial: Son versátiles, ya que un solo inserto puede hacer varios pasos (por ejemplo, de 0.5 a 3 mm). Sin embargo, no terminan la cresta de la rosca.
- Perfil Completo: Son específicos para un solo paso. Su gran ventaja es que tallan tanto el valle como la cresta, garantizando una forma perfecta y eliminando la necesidad de desbarbar manualmente.
La rigidez es el alma del mecanizado. Un portaherramientas con demasiado voladizo flexionará bajo la presión del corte, provocando el odiado «vibrado» (chatter). Por ello, equipamos nuestros tornos de precisión con bancadas templadas y rectificadas para absorber cualquier tipo de vibración durante el roscado, evitando que se rompa la punta de carburo de la herramienta.
Cómo hacer roscas en torno mecánico
Si buscas un resultado profesional, sigue este protocolo detallado:
Fase 1: Configuración de la Cadena Cinemática
Selecciona el paso en la Caja Norton. Verifica que los engranajes de la lira estén correctamente posicionados si tu paso no es estándar. Los tornos electrónicos simplifican este paso permitiendo una configuración del avance mucho más ágil y precisa a través de su interfaz. En esta etapa, ajusta la velocidad del husillo. Recomendación de experto: para materiales ferrosos, comienza con velocidades bajas (entre 100 y 300 RPM) hasta que ganes confianza en la retirada de la herramienta.
Fase 2: Alineación de la Herramienta
Coloca el buril a la altura exacta del centro. Si está alto, frotará; si está bajo, se clavará. Utiliza una plantilla de ángulos para asegurar la perpendicularidad respecto al eje de rotación. Una desviación de sólo 0.5° hará que la rosca sea asimétrica.
Fase 3: El Método de Penetración a 29°
Este es el secreto de los mejores torneros. En lugar de avanzar recto con el carro transversal, gira el carro superior (charriot) a 29 grados. Al avanzar con este carro, la herramienta cortará principalmente por un flanco.
Fase 4: Ciclo de Pasadas
Tras completar los ajustes mecánicos, el éxito de la rosca depende de una ejecución técnica rigurosa; este ciclo de pasadas permite gestionar las fuerzas de corte y garantizar la precisión final.
- Pasada de Marcado: Un roce de 0.05 mm para verificar el paso con el peine de roscas.
- Pasadas de Desbaste: Cargas de 0.2 mm a 0.1 mm para remover el grueso del material.
- Pasadas de Acabado: Cargas mínimas de 0.05 mm para alcanzar la profundidad teórica.
- Pasadas en Vacío: Realiza una o dos pasadas finales sin añadir profundidad para corregir la flexión del material.
Parámetros según el Material
La técnica sobre cómo hacer rosca en torno varía drásticamente dependiendo de la metalurgia de la pieza:
- Aceros al Carbono: Permiten velocidades moderadas y requieren lubricación constante.
- Aceros Inoxidables: Tienden al endurecimiento por deformación. Se requiere una herramienta muy afilada y pasadas decididas para no «pulir» el material en lugar de cortarlo.
- Aluminio: Es propenso a pegarse al filo de la herramienta. El uso de fluidos de corte específicos para aluminio es obligatorio para evitar el recrecimiento del filo.
- Bronce y Latón: Materiales de viruta corta. A menudo se pueden roscar en seco, aunque el aceite mejora la vida útil de la herramienta.
Consejos de seguridad y mantenimiento de taller
La gestión de los fluidos de corte responde a un doble objetivo: lubricar para minimizar la fricción en el flanco de la herramienta y refrigerar para proteger la integridad del inserto. Un buen aceite de corte previene el embotamiento y mejora la rugosidad superficial de manera drástica.
En lo que respecta a la operativa, la técnica más prudente consiste en no desenganchar nunca la tuerca partida durante el ciclo de roscado. El operario debe limitarse a retirar la herramienta al final de cada trayectoria e invertir el sentido de rotación del motor para retroceder el carro, manteniendo así la sincronía mecánica absoluta entre la pieza y el husillo patrón.
Por último, la limpieza del husillo patrón es crucial. Las virutas acumuladas pueden inducir errores de paso acumulativos o provocar un desgaste prematuro de los mecanismos internos, comprometiendo la precisión a largo plazo de la máquina.
Conclusión: la máquina como pilar de la producción
Dominar el roscado en torno paso a paso requiere práctica, paciencia y un conocimiento profundo de la física del corte. Sin embargo, incluso el mejor tornero está limitado por la calidad de su equipo. Un husillo con holguras o una bancada poco rígida impedirán alcanzar las tolerancias que exige la industria moderna.
En la industria actual, contar con el respaldo de Heller Maquinaria asegura que cada taller disponga de la robustez necesaria para transformar el conocimiento técnico en piezas de ingeniería perfectas. La excelencia en el mecanizado comienza con la elección de la maquinaria correcta, diseñada para resistir el paso del tiempo y las exigencias de la producción continua.